
- Position:
- Batte Melt pump > NEWS >
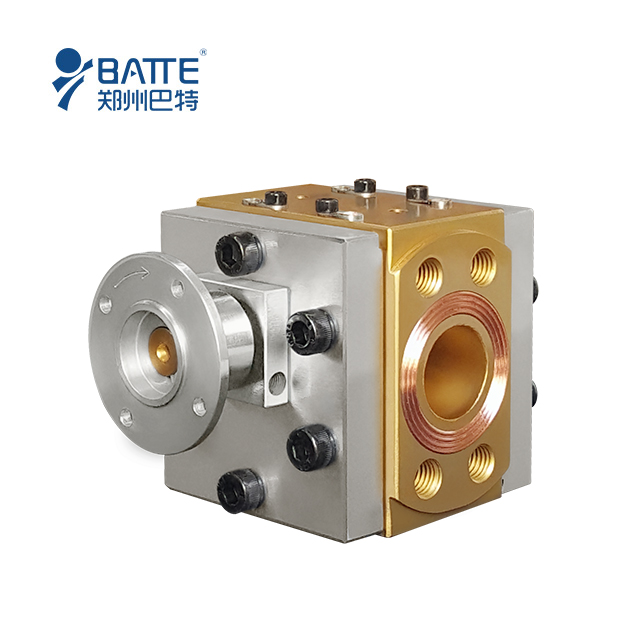
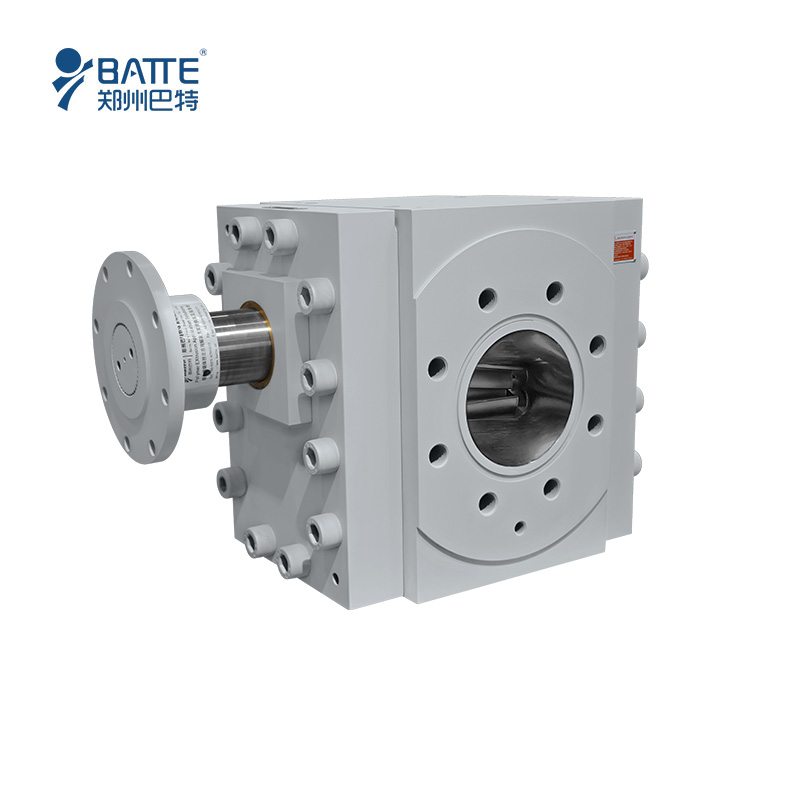

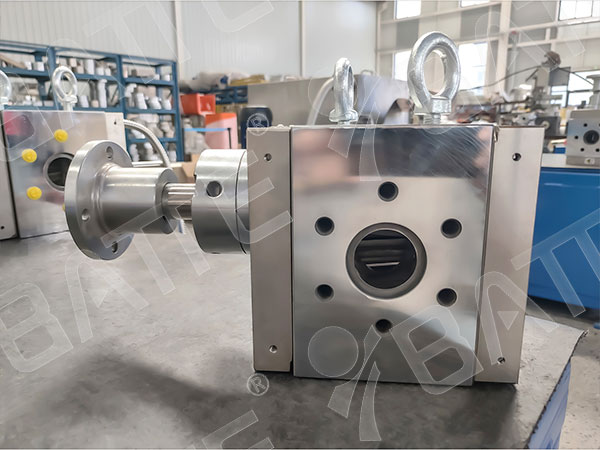
Four Major Causes of Melt Gear Pump Seizure in 90% of Cases
Melt gear pump seizure is a common failure in high-viscosity polymer processing operations. A comprehensive, professional analysis must be conducted, taking into account equipment design, material properties, and operating procedures. The core causes can be categorized into four major types:

First, mismatched preheating conditions. If the system is not fully preheated throughout the entire system as required by the process before startup, the high-viscosity melt remaining in the pump chamber will not be completely melted. The overall viscosity will far exceed the startup threshold, causing a sudden increase in gear meshing resistance and directly leading to the shaft and shaft sleeve seizing up. This type of failure is most common during the initial startup of large-capacity pumps or when restarting after a prolonged shutdown.

Second, the intrusion of hard foreign objects into the meshing chamber. Metal components shed from upstream equipment, hard impurities mixed in due to damaged filter screens, or hardened carbonized lumps formed by long-term material stagnation—once these enter the narrow gear meshing clearance within the pump chamber—can, at best, cause abnormal noises and pressure fluctuations; at worst, they can directly jam the gears or even damage the gear teeth, leading to a complete lockup. This is the most common cause of failure observed in the field.
Third, wear-induced interference in core components. Wear-prone parts such as gears and bushings operate under high temperature and pressure for extended periods. As they gradually wear down, the clearance between mating parts becomes unbalanced. When the pump body expands due to heat, the metal components interfere with one another. At the same time, carbonized material clogs the self-lubricating channels in the bushings, preventing the melt from providing adequate lubrication and cooling. Even brief periods of dry friction can cause components to burn out and seize.

Fourth, improper operation leads to dry friction. Insufficient feed at the inlet during operation causes the pump to run dry; internal parts, deprived of the protective lubrication provided by the melt, experience rapid friction, heat buildup, and thermal deformation, ultimately resulting in jamming and seizure. Failure to promptly remove residual material from the pump after shutdown allows the melt to cool, solidify, and adhere to internal components, which can also cause severe jamming upon restart. If signs of seizing appear on-site, it is strictly prohibited to repeatedly attempt to force a startup. First, systematically check the preheating temperature, inlet feed, and upstream filtration status. Only proceed with disassembly and inspection after confirming that no improvement has been achieved, to avoid causing irreversible damage to components.
Email: sale@meltpump.com
WhatsApp: +86 158 3833 1071

Any questions about our products, please feel free to contact us! We promise you high-end products and first-class service.Look forward to our cooperation!!!
- sales@battemachinery.com
- +0086-371-67991755


